Hur energieffektiv är en CNC elektrisk servo rullmaskin med fyra rullar jämfört med ett komplett hydraulsystem?
A CNC elektrisk servo rullmaskin med fyra rullar är i allmänhet mer energieffektivt än ett helt hydrauliskt system på grund av följande nyckelfaktorer:
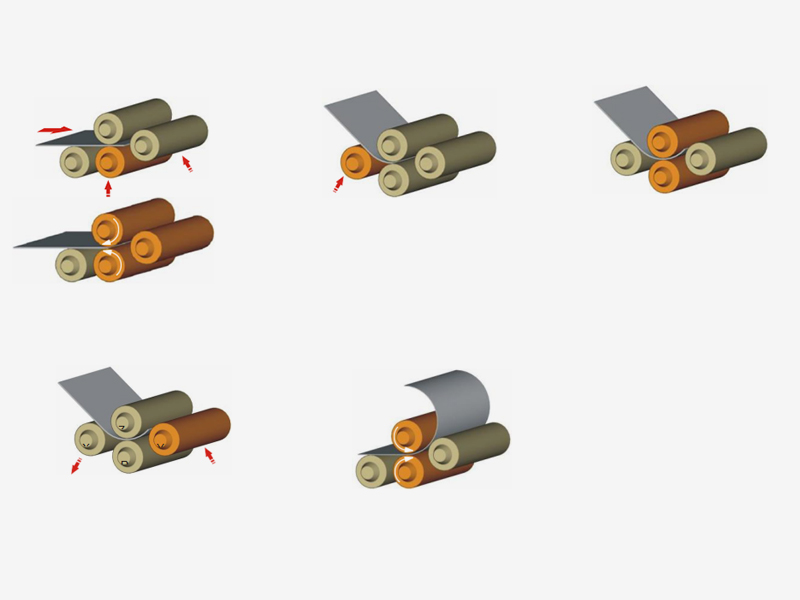
Precisionskontroll
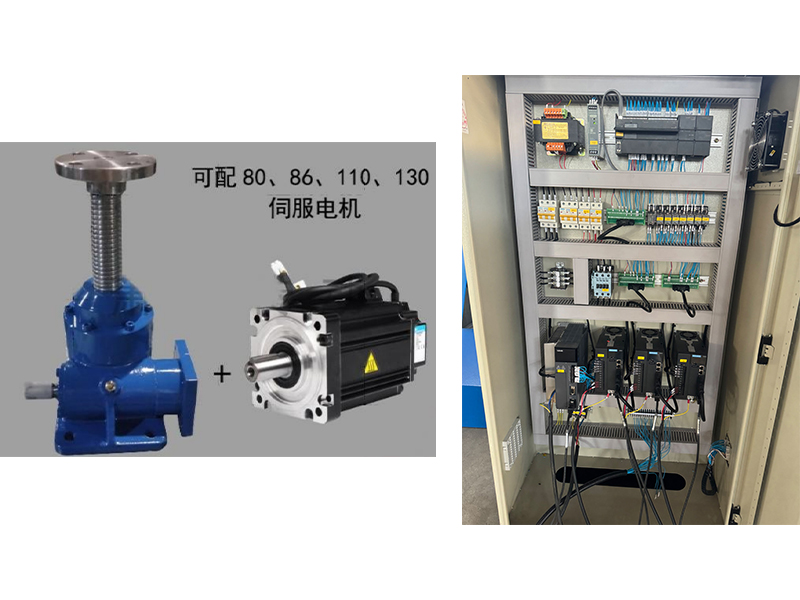
Servomotordrivna system ger mycket exakt kontroll av vridmoment och rörelse. Till skillnad från traditionella hydraulsystem som ofta körs kontinuerligt använder servosystemet bara energi när det är aktivt, vilket avsevärt minskar tomgångsströmförbrukningen.
Hydraulsystem arbetar vanligtvis med konstant hastighet och tryck, även när full effekt inte krävs, vilket leder till slöseri med energi. Däremot kan en servomotor justera hastighet och uteffekt dynamiskt och förbrukar endast energi efter behov för specifika operationer.
Minskad värmealstring
Servosystem genererar mindre värme eftersom de inte är beroende av konstant trycksatt hydraulvätska. Mindre värme innebär att mindre energi går åt till att kyla och bibehålla systemets effektivitet. Dessutom leder lägre värmegenerering till förbättrad komponentlivslängd och minskat slitage.
Hydrauliska system, å andra sidan, genererar betydande värme på grund av vätskekompression och friktion, vilket kräver ytterligare energi för kylsystem.
Energiåtervinningsförmåga
Elektriska servomotorer har ofta energiåtervinningssystem, särskilt under retardations- eller bromsfaser. Detta innebär att energi som annars skulle gå till spillo återvinns och återanvänds, vilket bidrar till den totala effektiviteten.
I hydrauliska system är energiåtervinning mycket mindre vanligt, eftersom hydraulvätskor inte lätt tillåter sådan återvinning av energi.
Tystare och effektivare standbyläge
När maskinen är inaktiv kan servodrivna system gå in i lågeffektlägen eller stängas av helt, med minimal energiförbrukning. Dessa system är extremt tysta och bidrar till både energibesparingar och en trevligare arbetsmiljö.
Hydraulsystem tenderar att bibehålla konstant tryck även när de är inaktiva, vilket kräver kontinuerlig kraft för att bibehålla det tillståndet, vilket leder till högre energiförbrukning under stillestånd.
Långsiktiga energibesparingar
Med tiden ger servosystemet kumulativa energibesparingar, speciellt för operationer som kräver frekventa start-stopp-rörelser, variabel hastighet eller högprecisionsarbete. Systemet justerar kraftbehovet dynamiskt, vilket förhindrar onödig energianvändning.
Hydrauliska maskiner, även om de ofta är enklare och mer robusta i vissa tunga applikationer, erbjuder inte samma finjusterade energihantering, vilket leder till högre driftskostnader under längre perioder.
CNC elektrisk servo rullmaskin med fyra rullar kan vara 20-50 % mer energieffektiv jämfört med ett komplett hydraulsystem, beroende på applikation och driftsförhållanden. Denna skillnad beror främst på servosystemets förmåga att dynamiskt justera effekten, minska tomgångsenergiförbrukningen, lägre värmealstring och återvinna energi.
 En ny generation av olje-elektrisk hybridteknik, energibesparing och utsläppsminskning, hög effektivitet och låg värme, och kraftigt reducerat arbetsljud;
En ny generation av olje-elektrisk hybridteknik, energibesparing och utsläppsminskning, hög effektivitet och låg värme, och kraftigt reducerat arbetsljud;