 En ny generation av olje-elektrisk hybridteknik, energibesparing och utsläppsminskning, hög effektivitet och låg värme, och kraftigt reducerat arbetsljud;
En ny generation av olje-elektrisk hybridteknik, energibesparing och utsläppsminskning, hög effektivitet och låg värme, och kraftigt reducerat arbetsljud; 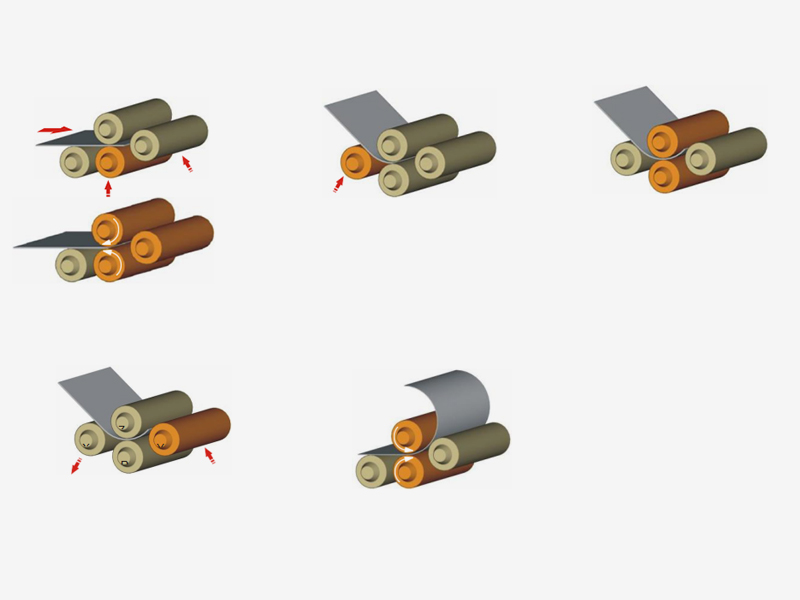









Vad är en kantpressmaskin? Varje tillverkningsverkstad som formar plåt till konsoler, kapslingar eller strukturella paneler förlitar sig på en kärnmaskin: kantpres...
Läs mer
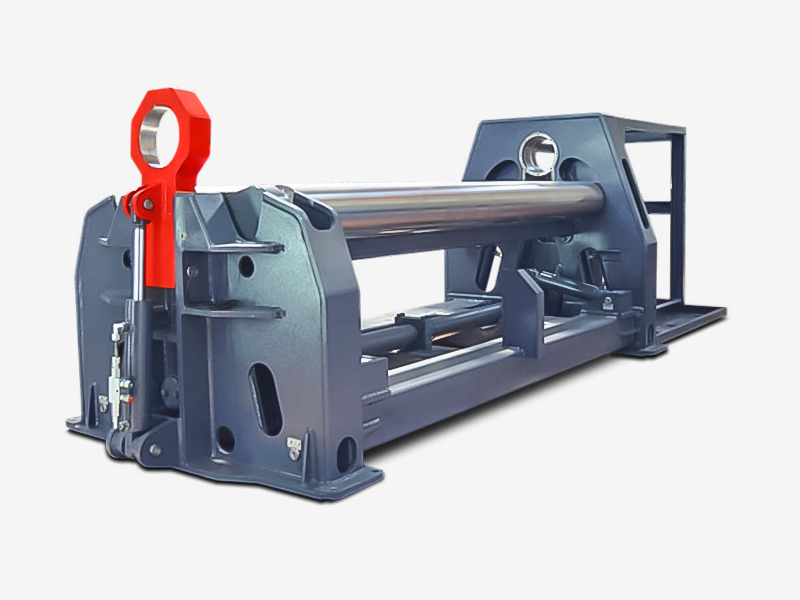
CNC 4 roller Plate rolling machine är en avancerad plåtvalsningsutrustning som exakt kan styra parametrarna för plåtvalsprocessen, såsom plåtens diameter, plåtens hastighet, tjockleken etc., för att uppnå hög- precisionsbearbetning. Den kan övervaka och justera bearbetningsparametrarna i realtid, säkerställa precisionen och konsistensen av spolbehandlingen och uppfylla olika bearbetningskrav. Med automatiserade bearbetningsprocedurer och modeller kan automatiserad produktion uppnås, förbättra produktionseffektiviteten och minska arbetskostnaderna.
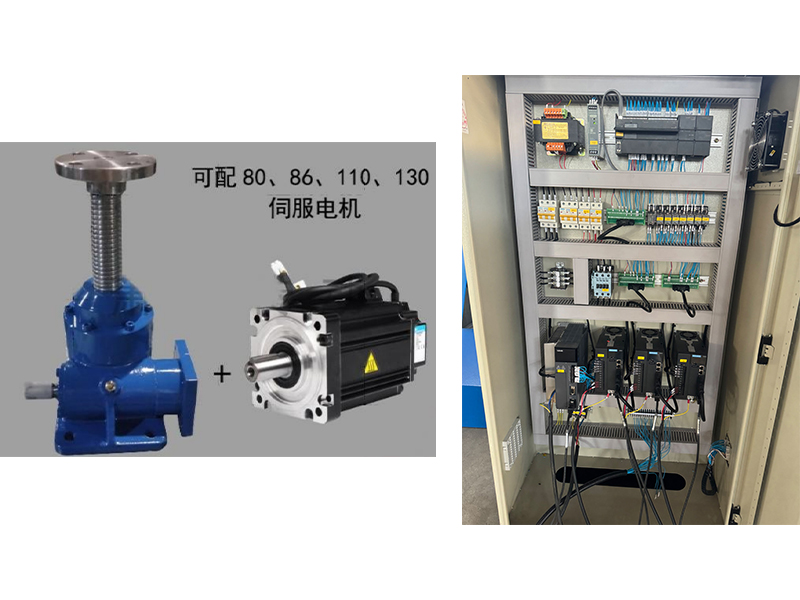
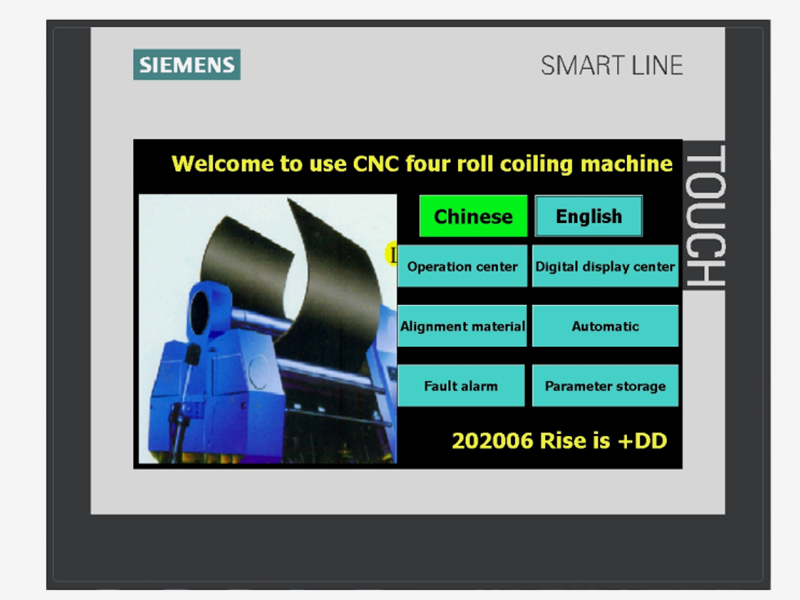
Det automatiska CNC-lindningsmaskinsystemet är enkelt att använda, operativsystemet är stabilt, hållbart och lämpligt för alla typer av arbetsförhållanden, det kompletta styrsystemet inkluderar:
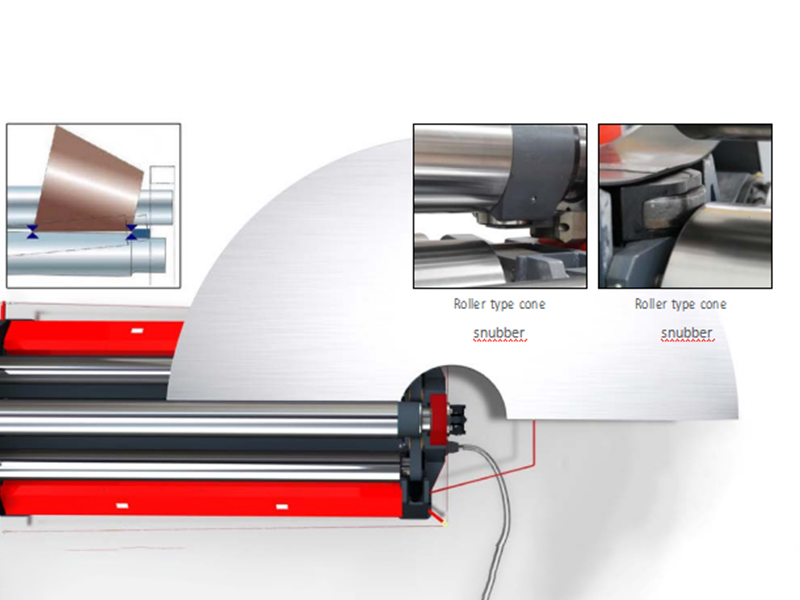
(1) Plåten är placerad horisontellt - inte lika lutande som den tre-rullade plåtvalsmaskinen;
(2) Användning av sidorulle snabbt på den positiva plattan (r för att undvika risken som orsakas av felaktig);
(3) Ta endast plats på lastsidan;
(4) Kanten på den raka linjesektionen är kraftigt reducerad (på grund av den enastående förböjningsförmågan faller klämpunkten helt på kanten av plattan);
(5) Den enklaste utrustningen att rulla, varje sidovals behöver bara en position för att rulla formning;
(6) Hela processen formas en gång (förutsättningen är att utrustningens kapacitetsalternativ bör vara lämpligt), inklusive böjning av plåthuvudet;
(7) Plåtböjning är lämplig för effektiv automatisk tillverkning av spolar.
