Vilka är de typiska tillämpningarna av 3 rullar hydraulisk plåtvalsmaskin inom industrier som skeppsbyggnad, flyg eller stålkonstruktion?
3 rullar hydraulisk plåtvalsmaskin används ofta inom olika industrier på grund av deras effektivitet och precision vid bockning och valsning av metallplåtar. Här är några typiska tillämpningar inom nyckelbranscher som varvsindustri, flyg och stålkonstruktioner:
Skeppsbyggnad
Skrovkonstruktion: Maskinen används för att rulla stora stålplåtar till cylindriska former för fartygsskrov, vilket säkerställer strukturell integritet och optimal hydrodynamik.
Däck och skott: Plattor är böjda för att konstruera däck och skott, som kräver exakt krökning för att passa fartygets design.
Tankkonstruktion: Rullmaskiner hjälper till att skapa cylindriska tankar för lagring av bränsle, vatten och andra vätskor på fartyg.
Flyg
Flygplanskroppar: Rullningsmaskinen används för att bilda flygplanskroppssektioner, som kräver specifika krökningar för aerodynamisk prestanda.
Vingkonstruktioner: Böjda komponenter för vingar, såsom fram- och bakkanter, kan tillverkas med en hydraulisk plåtvalsmaskin med 3 rullar.
Flyg- och rymdkomponenter: Andra delar, såsom motorhus och strukturella ramar, drar nytta av maskinens precisionsböjningsförmåga.
Stålkonstruktionskonstruktion
Strukturella balkar och pelare: Maskinen rullar plåtar för att skapa böjda balkar och pelare som används i arkitektoniska konstruktioner och strukturer, vilket förbättrar estetiskt tilltalande och strukturellt stöd.
Broar och överfarter: Plåtvalsning är avgörande vid tillverkning av komponenter för broar, inklusive bågsektioner och andra krökta strukturella element.
Industriella ramar: Det används för att skapa böjda ramar för olika industriella applikationer, inklusive maskinstöd och byggnadsramar.
Tillverkning och tillverkning
Förvaringstankar: Maskinen används för att rulla plåtar för att bygga stora lagringstankar som används i olika industrier, såsom olja och gas, kemikalier och vattenrening.
Tryckkärl: Valsmaskiner är viktiga vid tillverkning av tryckkärl som kräver exakt krökning för att motstå höga tryck.
Rör och slangar: Den kan användas för att rulla plattor till rör och rör med stor diameter för VVS-, industri- och jordbruksapplikationer.
Dekorativa och arkitektoniska tillämpningar
Arkitektoniska egenskaper: Maskinen kan skapa böjda element för byggnader, såsom valv, kupoler och dekorativa fasader.
Möbeldesign: Inom möbelindustrin används den för att skapa rundade metallkomponenter för olika möbeldesigner, vilket förbättrar estetiskt tilltalande.
Förnybar energi
Vindkraftverkskomponenter: Maskinen används för att rulla plåtar för tillverkning av komponenter som torn och blad i vindturbiner.
Solpanelramar: Rullmaskiner kan också användas för att skapa böjda ramar för solpaneler, vilket bidrar till sektorn för förnybar energi.
Mångsidigheten och precisionen hos 3 rullar hydraulisk plåtvalsmaskin gör dem oumbärliga i industrier som kräver noggrann bockning och formning av metallplåtar. Deras applikationer sträcker sig från tunga strukturella komponenter inom skeppsbyggnad och flyg till estetiska egenskaper inom arkitektur och förnybar energi, vilket visar deras avgörande roll i modern tillverkning och konstruktion.
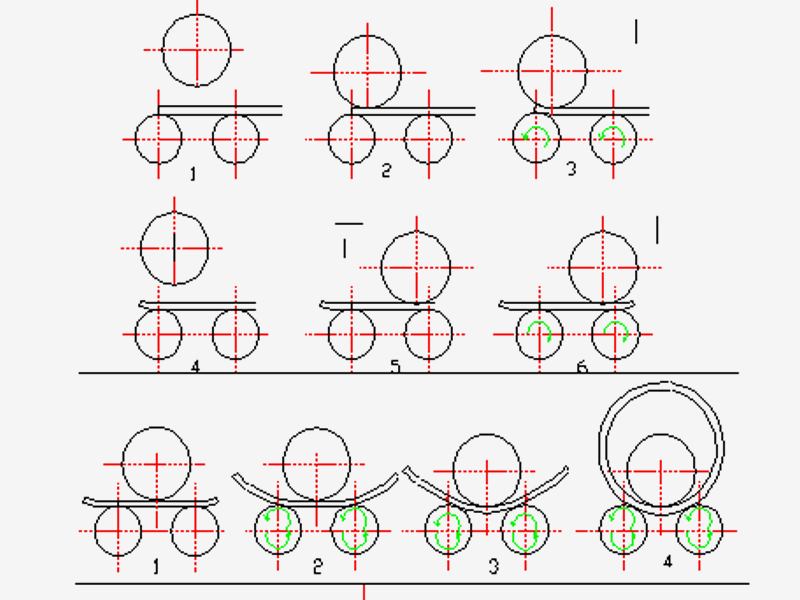
 1. Denna typ av plåtlindningsmaskin har funktionen att förböja plåtänden, och den återstående raka kanten av förböjning är mindre än 2,5 gånger plåttjockleken.
1. Denna typ av plåtlindningsmaskin har funktionen att förböja plåtänden, och den återstående raka kanten av förböjning är mindre än 2,5 gånger plåttjockleken.